一、引言
网线制作是网络基础知识中不可或缺的。网络传输过程中,网线的质量和制作方法都会直接影响传输的速度和稳定性。本文将详细介绍网线制作的基础知识、线缆类型、线序、端接标准及注意事项。希望通过本文,读者能够更好地了解和掌握网线制作的方法,为学习计算机网络知识打下基础。
二、网线基础知识
双绞线与水晶头

网线主要由双绞线和水晶头组成。双绞线是由8根绝缘导线按照一定规格排列而成,每根导线之间有一定的距离,以便在传输信号时相互之间不会干扰。水晶头则是一种用于连接双绞线和网络设备的接口,它由金属片和塑料外壳组成,具有固定和保护双绞线的作用。

传输速率
传输速率是衡量网络传输速度的重要指标,常见的传输速率有10Mbps、100Mbps、1Gbps等。不同的传输速率对线缆的要求也不同,一般来说,传输速率越高,使用的线缆品质要求也就越高。
三、线缆类型与选择
3.1 线缆类型
五类线:该类电缆增加了绕线密度、外套,传输率为100MHz,用于语音传输和最高传输速率为100Mbps的数据传输,主要用于100BASE-T和10BASE-T网络。这是最常用的以太网电缆。
超五类线:超5类具有衰减小,串扰少,并且具有更高的衰减与串扰的比值(ACR)和信噪比(Structural Return Loss)、更小的时延误差,性能得到很大的提高。超5类线的最大传输速率为250Mbps。
目前,双绞线可分为非屏蔽双绞线(UTP网线)和屏蔽双绞线(STP网线)。
3.2 UTP(非屏蔽双绞线)
UTP网线是非屏蔽双绞线,由于其外部没有金属屏蔽层,因此具有成本低、易于安装等优点,UTP网线使用RJ-45水晶头进行连接,RJ-45接头是一种只能固定方向插入并自动防止脱落的塑料接头,网线内部的每一根信号线都需要使用专用压线钳使它与RJ-45的接触点紧紧连接,根据网络速度和网络结构标准的不同,接触点与网线的接线方式也不同。UTP网线适用于一般家庭和企业网络(10Base-T、100Base-T、100Base-TX)标准的星型拓扑结构网络。在选择UTP网线时,需要注意以下几点:
- 线缆的品质:UTP网线的品质直接影响到网络传输的性能和稳定性。一般来说,优质的UTP网线外皮厚实、质地坚韧,导线排列整齐、紧密。劣质的UTP网线则外皮较薄、质地柔软,导线排列松散、容易脱落。
- 传输速率:根据实际需求选择适合的传输速率。如果网络设备支持100Mbps传输速率,那么选择100Mbps的UTP网线才能充分发挥设备的性能。
- 长度:根据实际需要选择合适的长度。过长的UTP网线会增加信号衰减和干扰的可能性,而过短的UTP网线则可能无法满足设备之间的连接需求。
3.3 STP(屏蔽双绞线)
STP网线一般用在易于受电磁干扰和无线频率干扰的环境中。STP网线的外层由铝铂包裹,可以有效地减少电磁干扰和信号衰减,但并不能完全消除辐射。屏蔽双绞线价格相对较高,安装时要比非屏蔽双绞线电缆困难,而且在高频传输时衰减增大,如果没有良好的屏蔽效果,平衡性会降低,也会导致串扰噪声。STP网线适用于对网络传输要求较高的环境,如金融、医疗等行业。在选择STP网线时,需要注意以下几点:
- 金属屏蔽层:STP网线的金属屏蔽层应该具有良好的导电性和连续性,能够有效地抵御外部电磁干扰。
- 传输速率:与UTP网线一样,需要根据实际需求选择适合的传输速率。一般来说,STP网线的传输速率要比UTP网线高一些。
- 长度:根据实际需要选择合适的长度。由于STP网线的成本较高,因此应该根据实际需求选择合适的长度,避免浪费。
四、网线制作线序标准
网线的线序标准决定了双绞线中8根导线的连接顺序。常见的线序标准有T568A和T568B两种。制作时将RJ45水晶头金属片面向自己(小尾巴在背面,朝下),从左到右线序1 2 3 4 5 6 7 8(橙、绿、蓝、棕)。
- T568A线序标准:白绿、绿、白橙、蓝、白蓝、橙、白棕、棕。
- T568B线序标准:白橙、橙、白绿、蓝、白蓝、绿、白棕、棕。
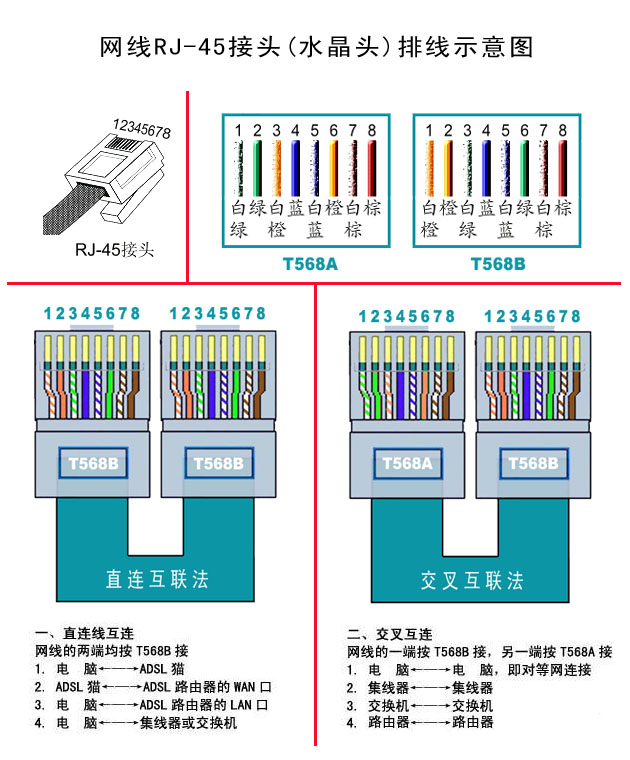
在实际制作过程中,要根据所使用的网络设备和接线标准来选择合适的线序。例如,如果使用的是100Base-TX标准,那么应该选择T568B线序标准。
当双绞线两端使用的是同一个标准时,为直连线,也叫直通线,用于连接计算机与交换机、HUB(集线器)等。当双绞线两端分别使用不同的标准,为交叉线,用于连接计算机与计算机,交换机与交换机等。
但在通常的工程中做平行线时,用B标准的更多一些。同时,线序4、5、7、8四根线在有需要的情况下会被作为POE供电用的线路,4、5为一组或者7、8为一组。
五、网线制作端接标准与工具选择
端接标准是指将双绞线连接到水晶头上的方法。根据端接方式的不同,可以分为压接式和焊接式两种。
5.1 压接式:
压接式是将双绞线的导线直接压接到水晶头的金属片上,具有操作简单、速度快等优点。压接式所需的工具包括压线钳、剪刀、水晶头等。
- 使用压线钳将双绞线的外皮剪齐,确保水晶头能够完全压接住导线。
- 将双绞线的导线按照线序标准排列好,插入水晶头中。
- 使用压线钳将导线压接到水晶头的金属片上。
5.2 焊接式:
焊接式是将双绞线的导线通过焊接的方式连接到水晶头的金属片上,具有连接可靠、适用于大批量生产等优点。焊接式所需的工具包括焊锡、电烙铁、尖嘴钳、剪刀、水晶头等。
- 将双绞线的导线按照线序标准排列好,插入水晶头中。
- 使用尖嘴钳将导线头部弯曲成小钩状,以便于焊接。
- 用电烙铁将导线与水晶头的金属片焊接在一起。
- 使用尖嘴钳调整导线的位置,确保焊接牢固。
六、制作过程中的注意事项
- 在制作网线过程中,要注意保护好双绞线和水晶头的导线部分,避免损伤或弯曲过度。
- 在压接或焊接过程中,要确保导线与水晶头紧密接触,避免出现虚接或接触不良的情况。
- 在使用压线钳或电烙铁时,要注意安全,避免受伤或损坏其他设备。
- 在制作完成后,要测试网线的传输性能,确保网络连接的稳定性和速度。
掌握正确的网线制作线序及端接标准和工具选择,能够提高网络连接的质量和稳定性。在实际制作过程中,要根据具体情况选择合适的制作方法和工具,确保制作出的网线能够满足实际需求。